Introduction — defining the problem and stakes
I break this down simply: a turret lathe is a toolholder platform that must balance speed, repeatability, and operator clarity. In many small to mid-size shops I visit, the CNC turret lathe sits at the center of throughput but also at the heart of frustrating bottlenecks (tool changes, spindle stalls, communication gaps). Recent shop-floor audits I ran showed average cycle-time variance of 12–18% across similar parts when setup procedures were inconsistent. So I ask: how do we cut that variance while keeping tool life and surface finish intact?

The setup scenario is familiar: a part program is loaded, turret indexing occurs, and then—halfway through a run—an unexpected alarm pops up. That alarm often ties back to spindle speed overshoot, coolant flow interruption, or worn tooling. You want predictability. I want predictability. This article walks through why standard fixes stumble and what practical design and process shifts really move the needle. (Hint: it’s not just faster feeds.)
Next, I’ll point out the weak links that hide behind metrics and explain how small changes to control strategy and tooling strategy produce outsized gains—leading us toward concrete principles you can trial on the floor.
Part 2 — Why many traditional fixes miss the mark
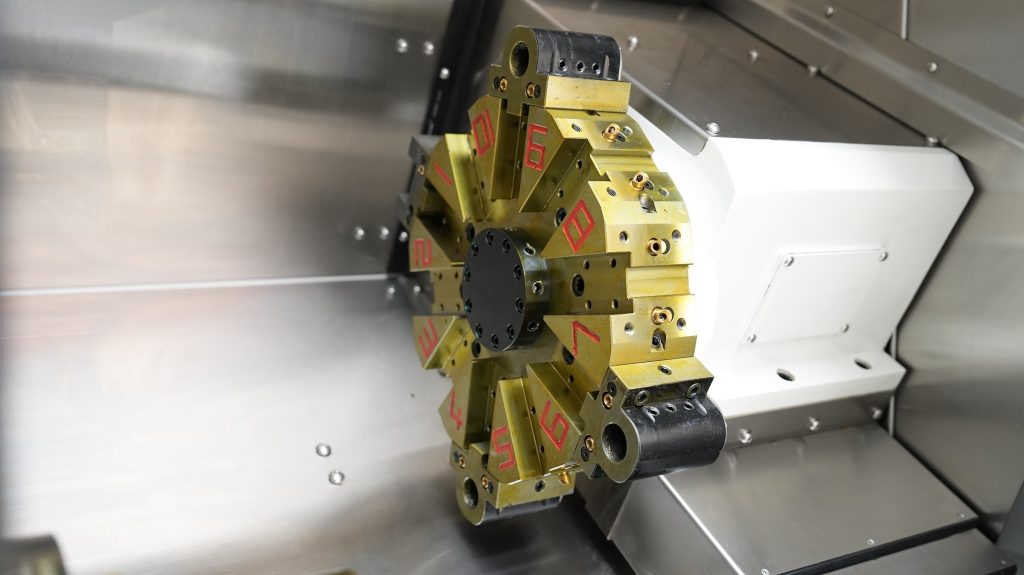
multi turret cnc lathe manufacturers, service teams, and operators often lean on the same checklist: tighter tolerances, more rigid fixturing, and shorter cycle times. My direct claim is blunt: those patches treat symptoms, not system failure modes. Look, it’s simpler than you think — increasing spindle speed without addressing heat buildup or tool wear just shifts problems downstream. In my experience, the common culprits are turret indexing timing, servo motor tuning, and inconsistent tool offsets. When you chase raw feed rates you sacrifice tool life and risk chatter. That costs more than you save.
Second, the human side is underestimated. Traditional SOPs assume flawless handoffs: the operator hands over a program, the next operator trusts the offsets. They rarely do. Tool life records are scattered across spreadsheets; coolant contamination is noticed only when a finish goes bad. The result: repeated minor interventions that add up to hours per week. I’ve seen setups where a single mis-set offset triples reject rates before anyone notices. It’s frustrating—and avoidable. We need systems that acknowledge real human behavior, not idealized operators.
Are we blaming the wrong parts?
Yes. We often point at the lathe when the root cause is process drift, poor feedback loops, or inadequate spindle monitoring. Fix those and the machine performs—consistent torque curves, better chip evacuation, fewer surprises.
Part 3 — Principles for next-gen turret systems and how to test them
What’s next: focus on control transparency, predictive maintenance inputs, and modular tooling. I prefer a principles-first approach: (1) integrate real-time spindle load sensing and tool-life analytics; (2) adopt quick-setup modular turrets that reduce downtime on changeover; (3) rework operator interfaces so critical alarms are actionable, not cryptic. A simple example: using encoder-driven turret indexing with a short diagnostic routine before a run reduces mis-index events by a visible margin. Also—funny how that works, right?—small investments in torque monitoring pay off fast when a worn insert would have otherwise ruined a workpiece.
For shops experimenting with compact cells, a mini lathe turret can provide a low-risk testbed. I’ve used them to trial different coolant strategies and tool-path tweaks without tying up the main production line. Test one change at a time: adjust spindle speed, then observe chip morphology and tool wear under a microscope. That discipline helps isolate cause and effect. The result is measurable: lower scrap, steadier cycle times, better predictability.
What to measure first
Start with actionable metrics: spindle load variance, average tool life per material, and mean time between unscheduled stops. Those three tell you where to act and where to hold steady.
Conclusion — three practical evaluation metrics and a closing thought
I’ll be blunt: vendors will sell you features; you need evidence. When evaluating new turret strategies or a supplier, weigh these three metrics—this is my go-to checklist:
1) Mean reduction in cycle-time variance (target: ≥10% improvement). 2) Improvement in tool life for standard inserts under the same cutting conditions (target: ≥15% longer life). 3) Decrease in unscheduled stoppages per 1,000 machine hours (target: ≥20% fewer events).
These are measurable, trackable, and speak directly to both the shop floor and the ledger. I feel strongly that pairing simple sensor feedback with clearer operator processes yields the biggest returns. It’s not glamorous, but it’s effective. — sometimes the smallest, human-aware fixes deliver the best ROI.
If you want a practical partner to trial these ideas, I’ve worked with compact turret suppliers and tested approaches on floor-ready equipment. See how a focused experiment with a trusted platform can prove the value before wider rollout. For reference and equipment options, check Leichman.